GEORG GRIMM EDELSTAHLHANDEL
VERGÜTUNGSSTAHL
Vergütungsstahl – hochfester Stahl für
mechanisch belastete Bauteile
Vergütungsstahl zeichnet sich durch eine gezielte Wärmebehandlung aus, bei der hohe Festigkeit mit guter Zähigkeit kombiniert wird. Dadurch eignet sich dieser Stahl besonders für mechanisch hoch beanspruchte Bauteile im Maschinen-, Anlagen- und Fahrzeugbau. Abhängig von Werkstoff und Vergütungszustand lassen sich Eigenschaften wie Härte, Verschleißfestigkeit und Dauerfestigkeit präzise an die jeweilige Anwendung anpassen.
Vergütungsstahl
Eigenschaften und Werkstoffaufbau
Der Begriff Vergütungsstahl bezeichnet eine Gruppe legierter und unlegierter Baustähle, die sich besonders gut für das Vergüten, also das Härten und anschließende Anlassen in einem Temperaturbereich ab etwa 430 °C, eignen. Ziel dieser Wärmebehandlung ist es, die mechanischen Eigenschaften des Vergütungsstahls gezielt an die Anforderungen unterschiedlicher Bauteile anzupassen.
Vergütungsstahl zeichnet sich durch eine hohe Zähigkeit, Zugfestigkeit, Härte, Dauerfestigkeit sowie eine hohe Streckgrenze aus. Durch die gezielte Einstellung der Wärmebehandlungsparameter lassen sich diese Eigenschaften präzise beeinflussen, sodass Vergütungsstahl für unterschiedlichste technische Anwendungen eingesetzt werden kann. Wie bei anderen Werkstoffgruppen können die Eigenschaften
von Vergütungsstahl zusätzlich durch die gezielte Legierung beeinflusst werden. Der Kohlenstoffgehalt liegt dabei in der Regel zwischen 0,20 % und 0,65 %, kann jedoch abhängig vom jeweiligen Werkstoff variieren. Der Kohlenstoffanteil beeinflusst maßgeblich sowohl die Schweißbarkeit als auch die im Vergütungsprozess erreichbare Festigkeit.
Zur weiteren Optimierung der Eigenschaften werden Legierungselemente wie Nickel, Molybdän, Chrom oder Mangan zugesetzt und gezielt auf den vorgesehenen Verwendungszweck abgestimmt. Im Vergleich zu vielen anderen Stahlsorten weist Vergütungsstahl zudem sehr geringe Anteile an Phosphor und Schwefel auf. Dies erhöht den Reinheitsgrad, reduziert nichtmetallische Einschlüsse und sorgt für ein gleichmäßiges, belastbares Materialgefüge.
Der richtige Werkstoff für Ihre Anwendung
Vergütungsstahl, Einsatzstahl oder Spezialgüten – die Auswahl des passenden Werkstoffs entscheidet über Lebensdauer, Sicherheit und Wirtschaftlichkeit. Wir unterstützen Sie bei der Werkstoffauswahl auf Basis Ihrer technischen Anforderungen und Einsatzbedingungen.
Die Wärmebehandlung von Vergütungsstahl
Bei Vergütungsstahl stehen grundsätzlich drei Varianten der Wärmebehandlung zur Verfügung: das Vergüten, das Durchvergüten sowie die isothermische Umwandlung. Ziel dieser Verfahren ist es, die mechanischen Eigenschaften des Vergütungsstahls gezielt an die jeweilige Anwendung anzupassen.
Der Prozess des Vergütens von Vergütungsstahl setzt sich in der Regel aus zwei aufeinanderfolgenden Schritten zusammen: dem Härten und dem anschließenden Anlassen. Durch diese Kombination lassen sich insbesondere Härte und Zähigkeit gezielt einstellen. Ausschlaggebend für die resultierenden Eigenschaften des Vergütungsstahls sind unter anderem die Härtetemperatur, die Anlasstemperatur, die Anlassdauer sowie das Abschreckmedium.
Das Anlassen des Vergütungsstahls dient vor allem dazu, die beim Härten entstehenden inneren Spannungen zu reduzieren, die andernfalls zu Rissbildung führen können. Eine sorgfältige Durchführung dieses Prozessschrittes ist daher essenziell. Sowohl eine Über- als auch eine Unterschreitung der vorgegebenen Anlasstemperatur kann die mechanischen Eigenschaften des Vergütungsstahls negativ beeinflussen und insbesondere zu einem Verlust der erforderlichen Zähigkeit führen.


Durchvergüten von Vergütungsstahl – gleichmäßige Festigkeit über den gesamten Querschnitt
Ein weiteres Verfahren zur Wärmebehandlung von Vergütungsstahl ist das Durchvergüten. Ziel dieses Prozesses ist es, die Festigkeitseigenschaften des Vergütungsstahls möglichst gleichmäßig über den gesamten Querschnitt des Bauteils zu verteilen. Im Gegensatz zum klassischen Vergüten wirkt das Durchvergüten nicht nur oberflächennah, sondern stellt eine homogene mechanische Eigenschaftsverteilung im gesamten Material sicher.
Durch das Durchvergüten von Vergütungsstahl werden nicht nur Festigkeit und Härte erhöht. Zusätzlich verbessert dieses Verfahren die Kerbschlagzähigkeit sowie die Dauerschwingfestigkeit, was den Vergütungsstahl besonders für hochdynamisch und wechselnd belastete Bauteile prädestiniert.
Für das Durchvergüten eignet sich ausschließlich legierter Vergütungsstahl, da nur dieser über eine ausreichende Härtbarkeit verfügt, um den gesamten Querschnitt zuverlässig zu erfassen. Besonders bewährt hat sich chromlegierter Vergütungsstahl, da Chrom die Durchhärtungstiefe verbessert und gleichmäßige Gefügestrukturen ermöglicht. Ebenfalls geeignet ist molybdänlegierter Vergütungsstahl, da Molybdän die Anlassbeständigkeit sowie die Warmfestigkeit des Materials erhöht.
Isothermische Umwandlung von Vergütungsstahl – präzise Steuerung der Gefügestruktur
Gezielte Einstellung mechanischer Eigenschaften durch definierte Temperatur- und Zeitführung
Die isothermische Umwandlung (Bainitisieren) ist ein eigenständiges Wärmebehandlungsverfahren. Dabei wird der Vergütungsstahl zunächst austenitisiert und anschließend rasch auf eine Temperatur oberhalb der Martensitstarttemperatur, jedoch unterhalb des Perlitbereichs, abgekühlt. Dort wird er isotherm gehalten, bis die vollständige Umwandlung des Austenits in Bainit abgeschlossen ist. Das Ergebnis ist ein Zwischenstufengefüge, das sich durch eine hohe Festigkeit, Zähigkeit und Härte auszeichnet.
Nach Abschluss der isothermischen Umwandlung wird das Werkstück auf Raumtemperatur abgekühlt. Das Bainitisieren ist die Grundlage für zuverlässige, gleichmäßige und langlebige Bauteileigenschaften, die besonders dort relevant werden, wo ein Material-Versagen schwerwiegende Folgen hätte. Der Verzug ist gering – gerade bei dünnwandigen Bauteilen. Auch Querschnittsreduzierungen und somit Gewichtseinsparungen bei Bauteilen sind mit Hilfe dieses Verfahrens möglich. Besonders gut geeignet für dieses Verfahren sind legierte Stähle mit hoher Härtbarkeit
Zur Bewertung der Härtbarkeit von Vergütungsstahl wird häufig der Stirnabschreckversuch, auch bekannt als Jominy-Versuch, eingesetzt. Bei diesem Prüfverfahren wird ein Stahlzylinder mit genormten Abmessungen auf die jeweilige Härtetemperatur erhitzt und anschließend an einem Ende mit einem Wasserstrahl von etwa 20 °C abgeschreckt. Nach dem Abschrecken erfolgt die Messung der Härte entlang der Zylinderlänge in festgelegten Abständen, wodurch Rückschlüsse auf die Härtbarkeit und das Umwandlungsverhalten des Vergütungsstahls gezogen werden können.
Das Schweißen von Vergütungsstahl – Einfluss von Legierung und Wärmeführung
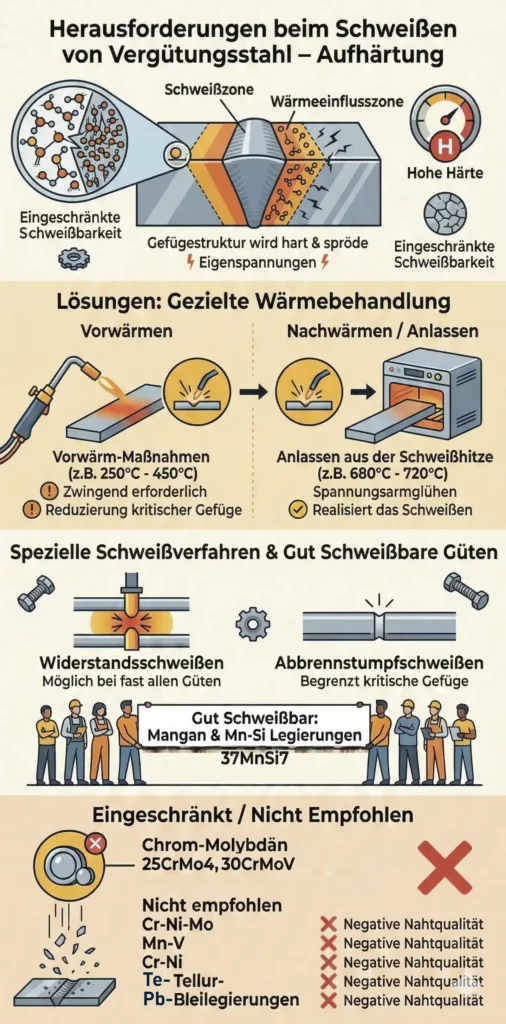
Mit zunehmendem Legierungsanteil, insbesondere mit steigendem Kohlenstoffgehalt, neigt Vergütungsstahl zur Aufhärtung der Schweißzone. Diese Aufhärtung kann die Schweißbarkeit erheblich einschränken, da infolge der hohen Härte Eigenspannungen in der Schweißnaht und der Wärmeeinflusszone entstehen können. Aus diesem Grund eignen sich viele Vergütungsstähle nicht für die Schmelzschweißung.
Durch gezielte Vorwärm- und Nachwärmmaßnahmen, die bei den meisten Vergütungsstählen zwingend erforderlich sind, lässt sich das Schweißen dennoch realisieren. Insbesondere Widerstandsschweißen und Abbrennstumpfschweißen sind bei nahezu allen Vergütungsstählen möglich, da diese Verfahren die Bildung kritischer Gefügestrukturen begrenzen.
Als gut schweißbar gelten mangan- sowie mangan-siliziumlegierte Vergütungsstähle mit einem Kohlenstoffgehalt von etwa 0,35 %. Bei größeren Wandstärken oder erhöhtem Kohlenstoffgehalt – beispielsweise bei 37MnSi7 – sollte die Vorwärmtemperatur von etwa 250 °C auf bis zu 450 °C erhöht werden. Erfolgt nach dem Schweißen keine weitere Wärmebehandlung, ist ein anschließendes Anlassen erforderlich, vorzugsweise aus der Schweißhitze heraus bei Temperaturen zwischen 680 °C und 720 °C.
Chrom-Molybdän-legierte Vergütungsstähle sind nur eingeschränkt für herkömmliche Schweißverfahren geeignet. Das Schweißen ist im Wesentlichen auf die Güten 25CrMo4 und 30CrMoV9 beschränkt. Nach dem Schweißen sollte das Werkstück ohne Zwischenabkühlung bei 680 °C bis 720 °C angelassen werden. Nicht empfehlenswert ist das Schweißen von Chrom-Nickel-Molybdän-, Mangan-Vanadium- sowie Chrom-Nickel-legierten Vergütungsstählen. Ebenso sind tellur- und bleilegierte Vergütungsstähle nur bedingt schweißbar, da diese Zusätze die Schweißnahtqualität negativ beeinflussen können.
Vergütungsstahl
vielseitig einsetzbar in der Industrie
Vergütungsstahl wird überall dort eingesetzt, wo hohe mechanische Belastbarkeit, Zuverlässigkeit und definierte Werkstoffeigenschaften gefordert sind. Durch gezielte Wärmebehandlung lassen sich Festigkeit, Zähigkeit und Dauerfestigkeit optimal auf den jeweiligen Einsatzzweck abstimmen.
Vergütungsstahl kaufen: Maximale Belastbarkeit durch präzise Wärmebehandlung
Vergütungsstahl ist die erste Wahl für Bauteile, die extremen statischen und dynamischen Belastungen standhalten müssen. Durch das gezielte Vergüten – die Kombination aus Härten und anschließendem Anlassen – vereint dieser Werkstoff eine hohe Festigkeit mit ausgezeichneter Zähigkeit. Bei Georg Grimm in Wuppertal erhalten Sie legierte und unlegierte Vergütungsstähle, deren mechanische Kennwerte exakt auf Ihre Anforderungen im Maschinen- und Fahrzeugbau abgestimmt sind.
Werkstoff-Eigenschaften und technischer Vorsprung
Die große Bandbreite unserer Vergütungsstähle ermöglicht es, Eigenschaften wie Dauerfestigkeit und Ermüdungsbeständigkeit individuell einzustellen. Abhängig von der chemischen Zusammensetzung und den Abmessungen variieren die Kennwerte deutlich.
- Optimale Gefügestruktur: Durch hochwertige Herstellungsverfahren wie die ESU-Umschmelzung garantieren wir eine besonders hohe Reinheit und homogene Kerneigenschaften. -> Nur auf Anfrage
- Vielseitige Güten: Wir führen Klassiker wie 1.7225 (42CrMo4) ständig ab Lager.
- Einsatzgebiete: Ideal für hochbelastete Komponenten wie Wellen, Achsen, Bolzen, Zahnräder oder Verbindungselemente in der Hydraulik- und Antriebstechnik.
Vergütungsstahl im Einsatz – Anwendungen in Industrie und Maschinenbau
Vergütungsstahl ist die erste Wahl für Bauteile, die einer Kombination aus hoher statischer und dynamischer Beanspruchung standhalten müssen. Durch das gezielte Vergüten – bestehend aus Härten und anschließendem Anlassen – erreicht dieser Werkstoff ein optimales Verhältnis von Festigkeit und Zähigkeit.

„
“In der modernen Fertigung ist Zeit die knappste Ressource. Unsere Werkstoffsuche ist mehr als nur eine Datenbank – sie ist der digitale Assistent für Einkäufer und Ingenieure. Dass wir jedes Datenblatt als informatives PDF bündeln, schafft die Brücke zwischen schneller Online-Recherche und professioneller Dokumentation im Betrieb.”
Die Georg Grimm Werkstoffsuche: Datenblätter & Fakten auf Knopfdruck
Unsere digitale Werkstoffsuche ist Ihr direktes Werkzeug für eine effiziente Materialplanung. Sie bietet Ihnen schnellen Zugriff auf eine umfassende Datenbank inklusive detaillierter Werkstoffdatenblätter. Jedes Datenblatt ist als hoch informatives PDF-Dokument direkt zum Download verfügbar und liefert Ihnen alle relevanten Kennwerte für Ihre Konstruktion.
Durch die strukturierte Auswahl nach technischen Eigenschaften, Einsatzbereichen und Wärmebehandlungszuständen erhalten Sie eine fundierte Entscheidungsgrundlage. Ob chemische Analyse, mechanische Eigenschaften oder spezifische Bearbeitungshinweise – komplexe Anforderungen werden klar abgebildet. So sparen Sie wertvolle Zeit in der Recherche und erhöhen die Sicherheit bei der Werkstoffauswahl für Ihre Projekte in Wuppertal und ganz NRW.